在线报价 电话:400-0312-566 传真:0312-3126305
阀芯研磨机性能介绍
●适用于闸阀、截止阀阀芯
型号
|
M-300X |
MT-300X |
研磨范围(mm)
|
Φ95-325 |
Φ95-325 |
| 适用阀门 |
便携式 |
台式 |
| 电压(V) |
220 |
380 |
| 功率(W) |
1300 |
1300 |
| 频率(HZ) |
50 |
50 |
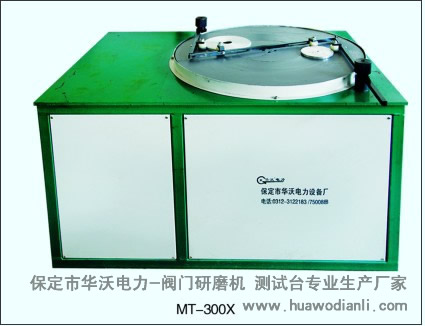
阀芯研磨机图片
台式阀芯研磨机工作前的准备情况及注意事项
1、接好380V电源,并打开设备总电源。
2、设备启动前应先检查研磨盘四周是否有异物,并处理。
台式阀芯研磨机操作说明:
1、变频器操作说明:
(1)设备启动键:RUN 设备停止键:STOP
正反转转换键:JOG (注:正反转转换时,三联挡杆位置应相应调整)
转速调节:面板上旋钮旋转调节或上下键调节
(2)其他按键建议不要调节,以免程序错乱。
2、阀芯的研磨操作:
(1)研磨阀芯之前,先将三联档杆根据阀芯的大小调整并固定 ,并将滚轮组件安装到三联挡杆上,调整好位置并压牢。在研磨盘上涂上相应粒度的研磨膏。(见研磨工艺)
(2)圆形阀芯的研磨修复:
将阀芯放到三联挡杆夹角中间并与滚轮接触,启动设备进行研磨。或将阀芯滚圈放到三联挡杆夹角之间并与滚轮接触,将一个或多个阀芯放到滚圈中,启动设备进行研磨。
(3)闸阀阀芯的研磨:
将阀芯滚圈放到三联档杆夹角之间并与滚轮接触,将一个或多个阀芯放到滚圈中,启动进行研磨。
(4)手持研磨:
损伤较小的小阀芯,将阀芯放到研磨盘上,启动设备手扶进行研磨。
台式阀芯研磨机研磨工艺:
根据不同的研磨需要更换不同粒度的研磨膏,将研磨膏用机油搅拌涂到研磨盘上。研磨之前应将阀芯上的高点毛刺除去,方可进行研磨。
1.粗磨:
选用60#-120#研磨膏研磨,去除沟痕,凹坑,划痕等缺陷。
2.细磨:
选用240#左右研磨膏研磨,去除微小划痕。
3.精磨:
选用400#以上研磨膏研磨,达到抛光效果。
台式阀芯研磨机维护与保养
1、长期不使用。应将研磨盘上研磨膏用汽油清洗干净并上油保存。
2、研磨盘如果使用过程中发现磨损研磨不平,应把研磨面修研好后方可进行工作。
3、定期检查皮带,如果太松,涨紧,磨损严重或出现裂纹应更换.
|